Jag läste för en tid sen några kloka ord av Olof Röhlander som handlade om stenskott. Där stenskott var en metafor för det nödvändiga i att även ta tag i det som till att börja med ser ut som en liten och obetydlig sak.
Stenskott börjar vanligtvis med ett litet märke i vindrutan som om det inte åtgärdas ofta resulterar i att hela rutan behöver bytas ut. Ett byte som är betydligt mer kostsamt än att laga den ursprungliga skadan.
På samma sätt är det inom den värld som jag betraktar som vår närmaste omvärld det vill säga verkstadsindustri med skärande bearbetning. I denna industri är det långt ifrån ovanligt att man löser problem med kostsamma metoder.
Ökad produktionstakt kan lösas genom investering i fler maskiner av samma modell som redan används. Alternativt så ersätts en eller flera maskiner av utrustning med ökad funktionalitet och kapacitet. Metoder som ibland kan vara den naturliga lösningen för att nå ökad effektivitet. Det kan dock även vara en rejäl omväg och en mycket kostsam sådan. Ytterligare en metod är att försöka använda maskinerna fler av dygnets timmar. Kan tyckas enkelt och självklart men inte alltid möjligt om man redan kör verkstaden i flera skift. Tillgänglighet på kompetent personal gör såväl fler maskiner som fler timmar att bemanna till en utmaning som är svår för att inte säga omöjlig att lösa.
Då kan den enklaste lösningen finnas i att hitta metoder att tillverka önskat antal på kortare tid. Om inte kör fortare det vill säga öka matning och varvtal fungerar då kan det finnas en lösning i att i detalj studera hur en detalj tillverkas. Att studera i detalj kan då innefatta analyser som söker efter moment i tillverkningen där verktyget går med arbetsmatning utan att verktyget är i ingrepp, så kallade luftskär. En del av luftskären är enkla att upptäcka samtidigt som många luftskär är väldigt svåra att detektera. När en bearbetningscykel skapas av ett CAM system eller genom en dialog på CNC-maskinen skapas verktygsbanor baserat på de geometrier som ska bearbetas och de geometrier som fungerar som begränsningar.
Verktygsbanor som genomför en korrekt bearbetning samtidigt som det i verktygsbanan kan finnas rörelser där verktyget går med arbetsmatning utan att vara i ingrepp. I sammanhanget kan dessa luftskär tyckas obetydliga, sker det vid ett fåtal tillfällen och antal tillverkade detaljer är endast ett fåtal då kan en analys vara överflödig. Det finns dock all anledning att göra denna analys när antalet tillverkade detaljer är stort eller bearbetningstiden är lång. Att kunna omvandla arbetsmatning till snabbgång ger naturligtvis tidsvinster som i sin tur leder till ökad intäkt.
Enklast illustreras detta av ett exempel.
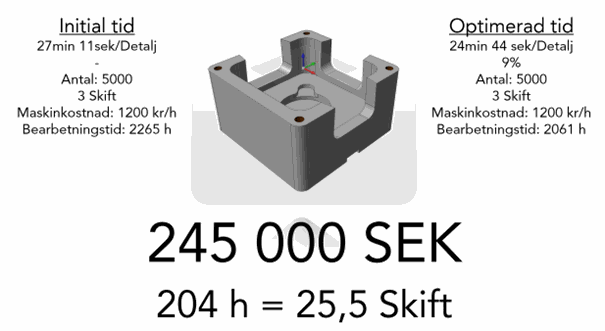
Hur står påverkan på tid och kostnad innebär det om vi på något sätt lyckas reducera bearbetningstiden med 1 minut för en detalj som tar drygt 27 minuter att bearbeta? En minut av dryga 27 minuter innebär ca 3,5% kortare bearbetningstid.
Med tillverkning av 5000 st per år i en produktion som jobbar i tre-skift där maskinen i fråga kostar 1200 kr per timme.
Att jaga 3,5 % tidsvinst i det scenariot kan för många tyckas obetydligt men resultatet av denna inbesparade minut är innebär strax under 100000 SEK i lägre produktionskostnad samtidigt minst lika viktigt så frigörs drygt 10 skift att tillverka andra detaljer.
När vi studerade vårt exempel mer noggrant och lät NCSIMUL genomföra en optimeringsanalys då blev resultatet ännu tydligare.
Genom att enbart finna arbetsmatning som skär i luften och omvandla dessa till snabbgång kan vi kapa nästan 2 och en halv minut av bearbetningstiden.
2.5 minuter kortare bearbetningstid frigör mer än 25 skift samtidigt som kostnaden för produktionen minskar med ca 245000 SEK.
Hur hanterar ni er produktionsdata? Vi är beredda att hjälpa dig!
Med vänlig hälsning
Edge Technology AB